Ürün




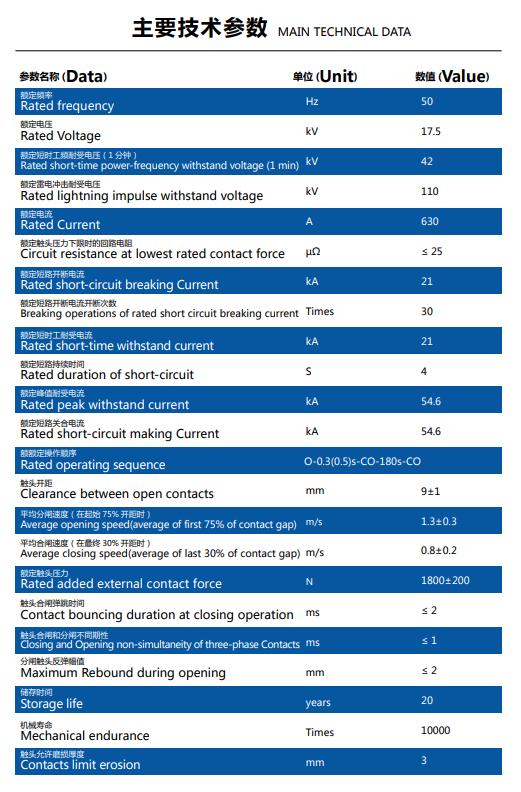
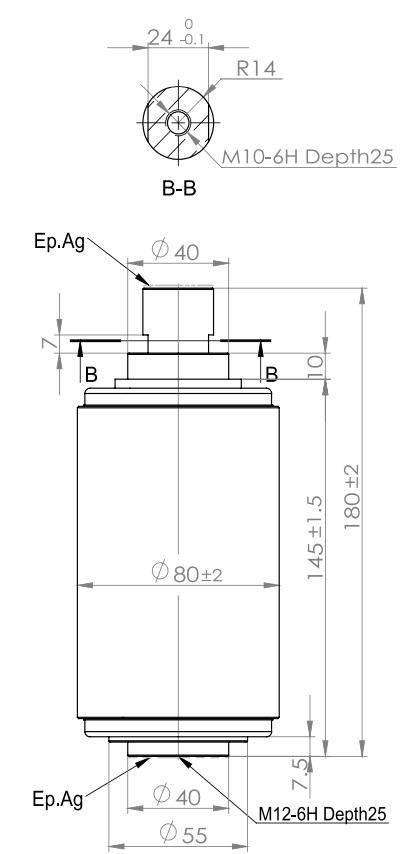
TD-17.5/630-21(188) dışa aktarma için vakum kesici
Ürünün kısa açıklaması:
Vakum kesicilerin alt grupları başlangıçta bir hidrojen atmosferi fırınında bir araya getirildi ve lehimlendi.Devre kesici yaklaşık 400 °C'de (752 °F) tutulurken devre kesiciyi harici bir vakum pompasıyla boşaltmak için kesicinin iç kısmına bağlı bir tüp kullanıldı.1970'lerden beri, kesici alt bileşenleri, kombine bir lehimleme ve tahliye işlemi ile yüksek vakumlu bir lehimleme fırınında birleştirildi.Onlarca (veya yüzlerce) şişe, onları 900 °C'ye kadar sıcaklıklarda ve 10−6 mbar basınçta ısıtan yüksek vakumlu bir fırın kullanılarak tek bir partide işlenir.Böylece kesiciler "ömür boyu mühürlü" kalite şartını karşılar.Tam otomatik üretim süreci sayesinde, yüksek kalite her an sürekli olarak yeniden üretilebilir.
Daha sonra, X-ray prosedürü vasıtasıyla kesicilerin değerlendirilmesi, pozisyonların yanı sıra dahili bileşenlerin eksiksizliğini ve lehimleme noktalarının kalitesini doğrulamak için kullanılır.Vakum kesicilerin yüksek kalitede olmasını sağlar.
Şekillendirme sırasında, vakum kesicinin kesin dahili dielektrik gücü, kademeli olarak artan voltajla belirlenir ve bu, sonraki bir yıldırım darbe voltajı testi ile doğrulanır.Vakum kesicilerin kalitesinin kanıtı olarak her iki işlem de standartlarda belirtilenlerden daha yüksek değerlerle yapılır.Bu, uzun süreli dayanıklılık ve yüksek kullanılabilirlik için ön koşuldur.
Belirli koşullar altında, vakumlu devre kesici, alternatif akım devresindeki doğal sıfırdan (ve akımın ters çevrilmesinden) önce devredeki akımı sıfıra zorlayabilir.Kesici çalışma zamanlaması AC voltaj dalga biçimine göre uygun değilse (ark söndüğünde ancak kontaklar hala hareket halindeyken ve kesicide iyonlaşma henüz dağılmamışken), gerilim aralığın dayanma gerilimini aşabilir.
Günümüzde, çok düşük akım kesme ile vakum devre kesiciler, çevredeki ekipmandan yalıtımı azaltabilecek bir aşırı gerilime neden olmaz.