
Ürün

OG VCB, VS1 ZN28 ZN63 için vakum kesici
Ürünün kısa açıklaması:
Sistemde arıza meydana geldiğinde, kesicinin kontakları birbirinden uzaklaşır ve böylece aralarında ark gelişir.Akım taşıyan kontaklar birbirinden ayrıldığında, iyonlaşma meydana geldiği için bağlantı parçalarının sıcaklığı çok yüksektir.İyonizasyon nedeniyle, temas alanı, temas malzemesinden boşaltılan pozitif iyonların buharı ile doldurulur.
Buharın yoğunluğu arktaki akıma bağlıdır.Akım dalgasının azalan modu nedeniyle, buhar salınım hızları düşer ve mevcut sıfırdan sonra ortam, temaslar etrafındaki buhar yoğunluğunun azalmasıyla sağlanan dielektrik gücünü yeniden kazanır.Bu nedenle, metal buharı temas bölgesinden hızla uzaklaştırıldığı için ark yeniden yeniden patlamaz.
Dikkat etmek
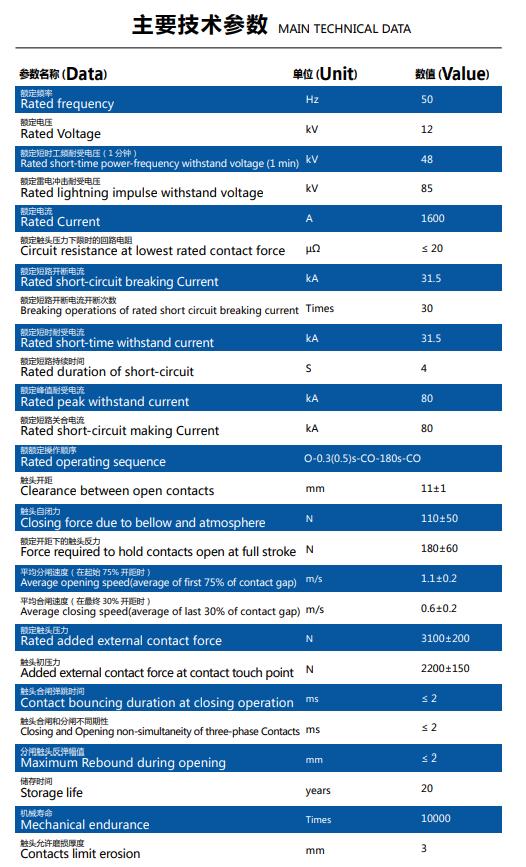
Vakumlu devre kesicinin kapanma ve açılma hızını kesinlikle kontrol edin.
Belirli bir yapıya sahip vakumlu devre kesici için üretici en iyi kapanma hızını belirlemiştir.Vakumlu devre kesicinin kapanma hızı çok düşük olduğunda, ön arıza süresinin uzaması nedeniyle kontağın aşınması artacaktır;Vakum devre kesicinin bağlantısı kesildiğinde, ark süresi kısadır ve maksimum ark süresi 1,5 güç frekansı yarım dalgasını geçmez.Akım ilk kez sıfırı geçtiğinde, ark söndürme odasının yeterli yalıtım gücüne sahip olması gerekir.Genel olarak, güç frekansı yarım dalgasındaki kontağın strokunun, devrenin kesilmesi sırasında tam strokun %50 - %80'ine ulaşması beklenir.Bu nedenle devre kesicinin açılma hızı kesinlikle kontrol edilmelidir.Vakumlu devre kesicinin ark söndürme odası genellikle lehimleme işlemini benimser, mekanik mukavemeti yüksek değildir ve titreşim direnci zayıftır.Devre kesicinin çok yüksek kapanma hızı daha fazla titreşime neden olacak ve ayrıca körükler üzerinde daha fazla etkiye sahip olacak ve körüklerin hizmet ömrünü azaltacaktır.Bu nedenle vakumlu devre kesicinin kapanma hızı genellikle 0,6 ~ 2m/s olarak ayarlanır.





